
为减轻痛苦的管理

| 判断 | 日期 | 2010.7.22 | 检查员 | MI |
| 速度表 | 2.5mm /秒 | |||
| 图表范围 | 100mV(100g),200mV(200g),500mV(500g),1V(1000g) | |||
| 针速度 | 毫米/分钟 | |||
| 测试影片 | PU(t = 0.40),PE(t = 0.05),NR(t = 0.30),其他(t =) | |||
| 硅 | 涂层/浸涂/不适用 | |||
| 室内温度 | ℃ | |||
KIP-OUT-002-Y1-3
注射针的质量控制(耐清晰度测试)
关于注射针的质量管理进行说明。
普通注射器具有照片中所示的形状,但是有多种类型,例如用于输液的留置针和用于人工透析的AVF针。
直接刺穿人的针的部分看起来与注射针相同,但是当放大时,其形状会根据用途而有所不同。
普通注射器具有照片中所示的形状,但是有多种类型,例如用于输液的留置针和用于人工透析的AVF针。
直接刺穿人的针的部分看起来与注射针相同,但是当放大时,其形状会根据用途而有所不同。
注入

喷油器针尖的形状

柳叶刀点形状:
人工透析AVF针
人工透析AVF针

后切点形状:
留置针
留置针

半刺形点形状:
留置针
留置针
质量控制要点
在无尘环境中在受控房间内检查针头也就不足为奇了。
医生和护士给病人打针,但病人总是认为打针很痛。
人类感到疼痛的组织称为“痛点”。
1平方厘米大约有150个疼痛点。
换句话说,至少有1毫米的厚度。避免这种疼痛点是非常困难的,几乎是不可能的。
因此,关键是如何在“刺入注射针头时会痛”的前提下生产出不痛(减轻疼痛)的针头。
这是注射针头质量控制的重点。
医生和护士给病人打针,但病人总是认为打针很痛。
人类感到疼痛的组织称为“痛点”。
1平方厘米大约有150个疼痛点。
换句话说,至少有1毫米的厚度。避免这种疼痛点是非常困难的,几乎是不可能的。
因此,关键是如何在“刺入注射针头时会痛”的前提下生产出不痛(减轻疼痛)的针头。
这是注射针头质量控制的重点。
去毛刺前后
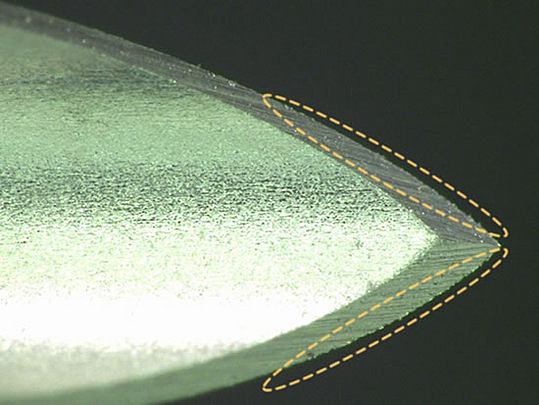
before
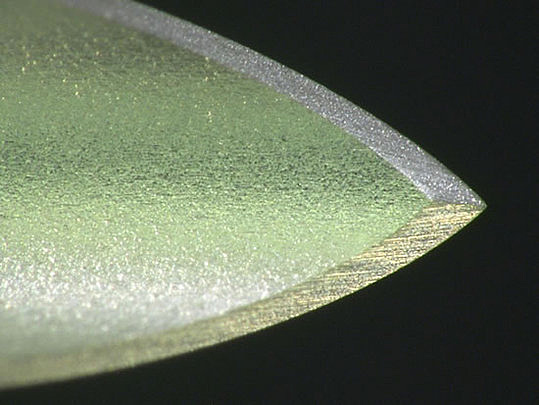
after
| ≪之前≫ 将用作注射针的管道抛光成针状,但仅通过抛光,边缘上就会出现小毛刺(屑),如图所示。 | ≪之后≫ 尽可能减轻疼痛的针头。生产无毛刺尽可能少刺痛的针头。 |
该管理称为“抗清晰度测试”。
这是一种通过用针刺穿几种类型的薄膜来测量当时负荷(抗穿刺性)的方法。
胶卷类型
| 没有 | 胶卷名称 |
| 1. | PE(聚乙烯)t0.05薄膜 |
| 2. | NR(天然橡胶)t0.3膜 |
| 3. | PU(聚氨酯)t0.4膜 |
清晰度测量仪的全图

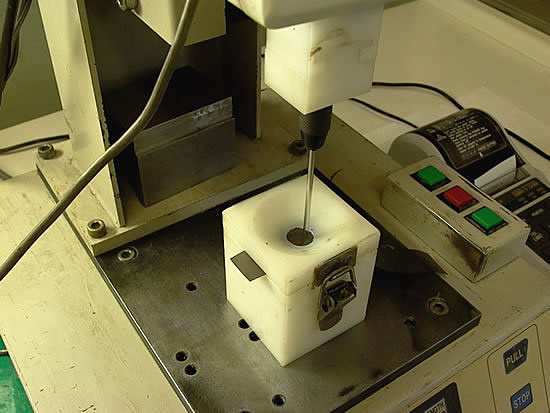
■将针刺穿刺膜■

■在笔记录器上记录穿刺负荷值■
注射针上没有灰尘、尘埃、生物巴氏(活细菌),内毒素(死细菌)等,并且有害物质(例如ROHS法规,REACH法规和洗脱液测试)的量超过了法规值,我们在控制针头质量的同时生产产品,这些产品不包含在针头中,并且可以减轻患者的痛苦。
金子MediX株式会社
质量控制经理 高久贤二